Using the X-Carve, I mill a plaster of paris mould to cast an aluminum top. It’s a very versatile concept that could easily be scaled up or down for any type of project.
| Material | Description | Price | ||
|---|---|---|---|---|

|
Baltic Birch Plywood |
12" × 24" × 3/4" Baltic Birch Plywood |
||

|
Walnut Wood Veneer |
Dimensions: 8 in × 12 in, Thickness: .04 in, Style: wood two sides |
||
15 minutes
Slap together a simple wooden box out of scraps. I used cheap 3/8" plywood that had some water damage. I mixed an entire 10KG bag of plaster for my block following the instructions on the bag. I poured it into the box and rattled it against my bench to force the air bubbles to the top.



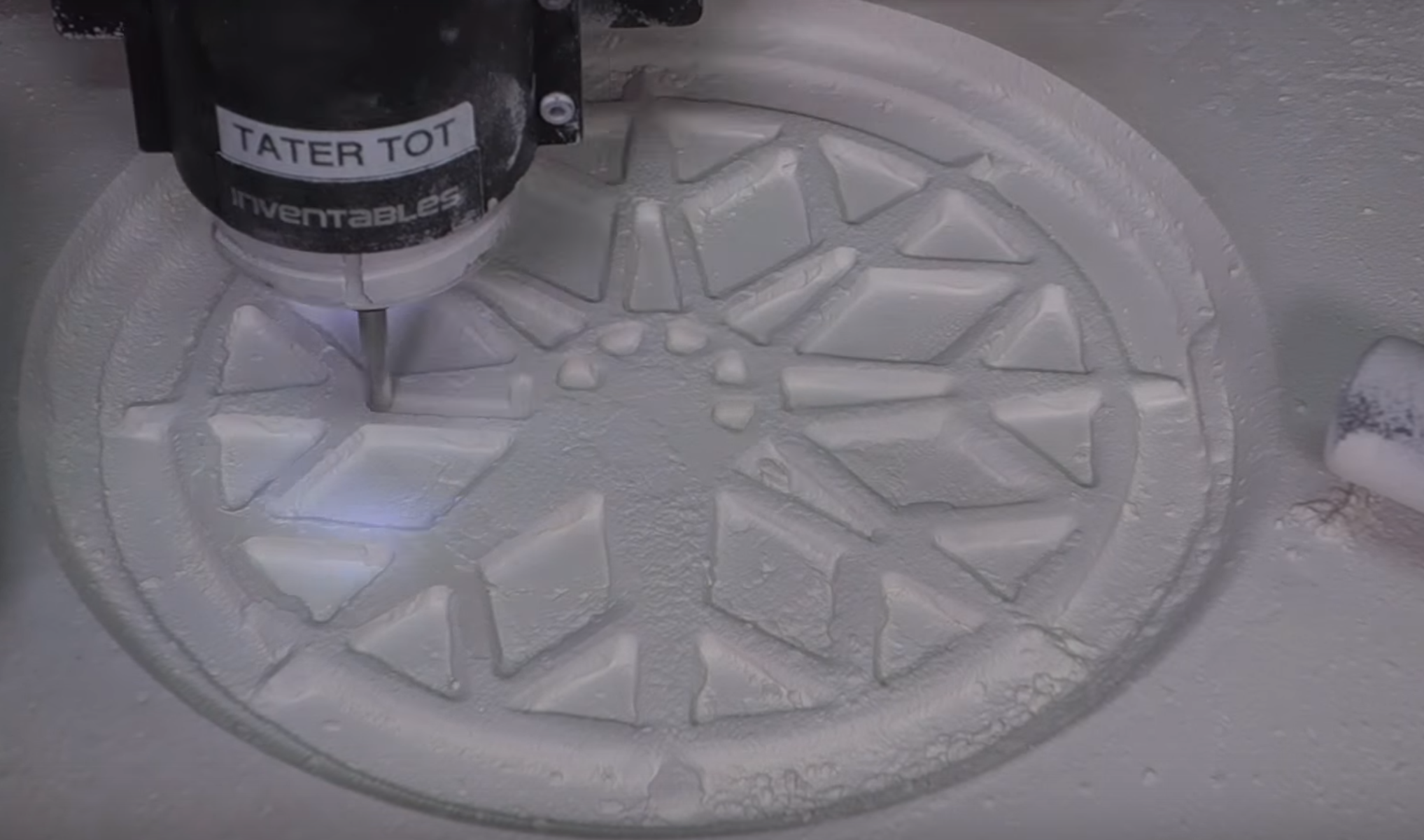
Let your block dry, under a heat source if possible, for a few days. When the surface of the mould feels dry to the touch, it should be ready for milling. Secure your block to the X-Carve waste board. Mill the pattern in two steps. With a 5/8" bit, cut the large circle to the desired depth. Change out bits to either a 1/4" of 1/8" spiral upcut bit to machine the detail work. I was cutting at 1000mm/min and taking 2.5mm passes for the whole job. Wear a respirator and be prepared for a lot of dust.




60 minutes
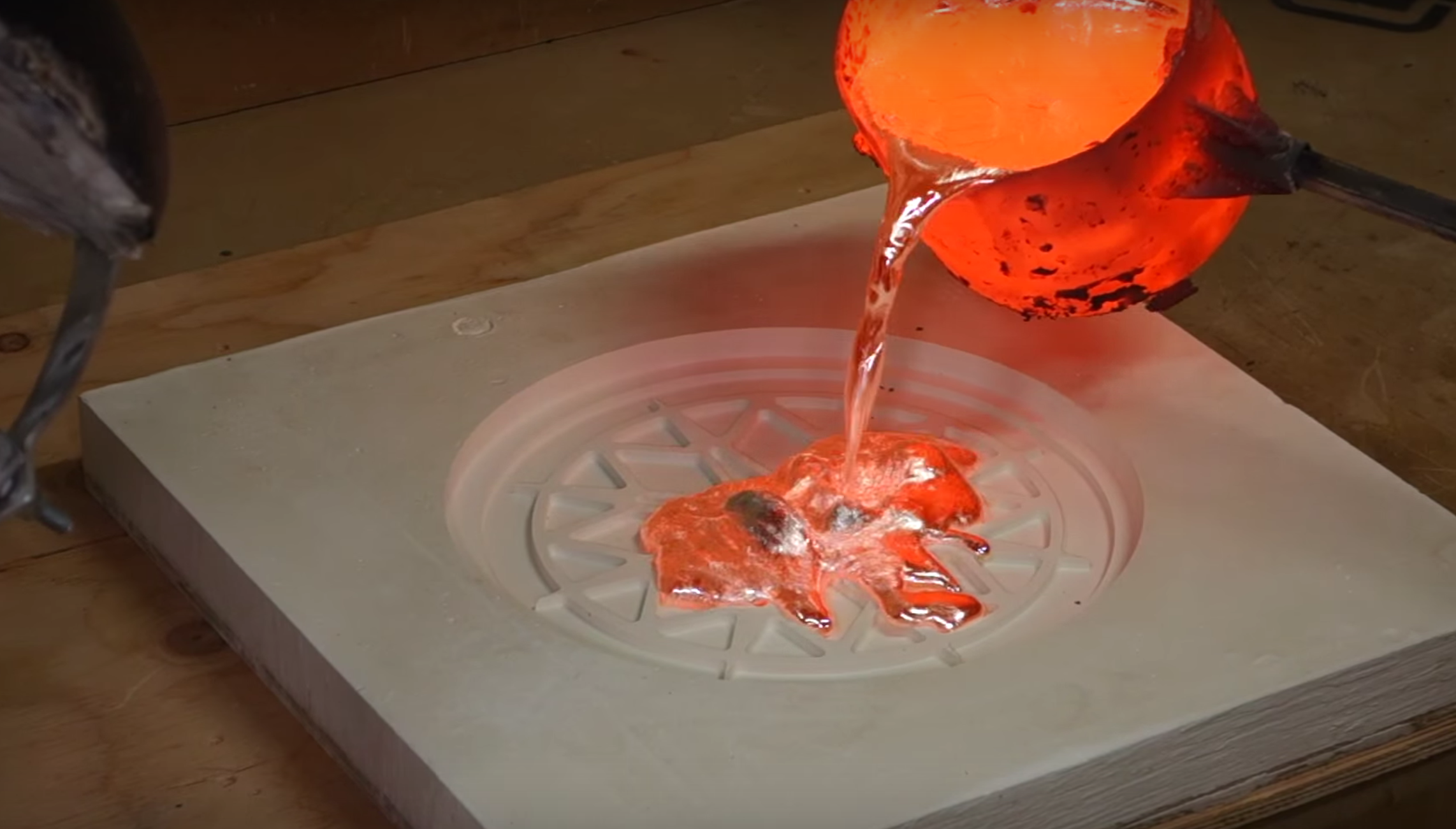
There are many great guides online to building your own foundry furnace. If you’re attempting this project, I assume you’ve already figured out what metal you want to cast and how you plan on melting it. Aluminum, brass, copper, pewter, zinc, gold and silver are all options. If you don’t want the headache of melting and casting metal, you could also look at plastic or epoxy options.
I went with Aluminum and here is how I figured out how much I needed…
Diameter (mm) Squared X .0007854 / 1000 gives you a coefficient (i.e – .06157).
Coefficient X Depth (m) = Volume (m3). Divide that by .001 to get liters
Here’s my example for a 280mm diameter top that’s 20mm deep.
280mm X 280mm = 78,400
78,400 X .0007854/1000 = .061575m3/m
.061575m3/m / .001 = 61.575L/m
Depth – 20mm X .001 = .02m
61.575L/m X .02m = 1.2315L of Aluminum. Since at room temperature the aluminum is a solid, I used weight to determine how much scrap I needed.
1L = 61.0237ci
1.2315L of aluminum X 61.0237ci = 75.15ci of aluminum
Pure Aluminum is 168.48 lbs. per cubic foot and there are 1728 cubic inches per cubic foot.
168.48 / 1728 = .0975 lbs/ci
75.15ci Aluminum X .0975 lbs/ci = 7.33lbs of Aluminum. This is the amount I would need to fill a simple cylinder. Since the detail will reduce the total amount I actually need, my safety factor is already included in this calculation. Sorry for swapping between metric and standard. It’s standard practice in Canada.

60 minutes
I loaded a piece of 3/4" Baltic Birch Plywood into my X-Carve and used a 1/4" spiral downcut bit to cut out the legs and support. My standard settings for wood are around 1000mm/min at 2.5mm per pass. With the X-Carve, this is no problem. I gave the pieces a light sanding before cutting them loose and cleaning up the edges. To hide the layers of the ply, I attached veneer to the edges with titebond 3 glue. Once the veneer was cleaned up, I attached the legs to the support and gave it a few coats of Watco semi-gloss lacquer.





30 minutes
I cleaned up the edges of the top to remove any sharp pieces from the casting. I smoothed the back down with a belt sander. This could have been done on the X-Carve, but I don’t like aluminum shavings. I used two part epoxy putty to attach the top to the base assembly, clamped it and let it sit for a couple hours.











